


Blind rivets are used to join two components together by driving the fasteners through previously drilled holes of the adjoining surfaces. Whether the installation tool is manual, pneumatic or hydraulic, the key factors to successful riveting depends on the quality of rivet, the hole drilled and the force of the tool installing the rivet.
What’s a Blind Rivet?
Blind rivets or blind-installed rivets are named as such because there is only access to the front side of the parts to be connected, as the backside or “blind side” is inaccessible. The first blind rivet was invented and manufactured by POP® which revolutionized the non-construction industry as the first fastener to be used on blind assemblies.
Although POP® was the first blind rivet manufactured, today there are many other manufacturers of commercial blind rivets including Huck, Cherry, and Avdel.
Common Types of Blind Rivets
Closed End – water tight, stem retention
Open End – large flange, wide load spread
Micro – very small for micro-electronics
Pull-Thru – low clearance, flush mount
What Tools Install Blind Rivets?
Although manual rivet drivers get the job done, when time, ease and preciseness are key factors, power tools are the preferred method to installing rivets. Pneumatic rivet tools or pneumatic hammers are fairly simple to use.
The blind rivet is driven into a pre-drilled hole when the user places the fastener into place – whether on the end of the driver, or in the pre-drilled hole. Once the rivet is in place, the installer presses the trigger which pops the fastener into place by the force of compressed air. The tail of the rivet compresses and locks the fastener into place.
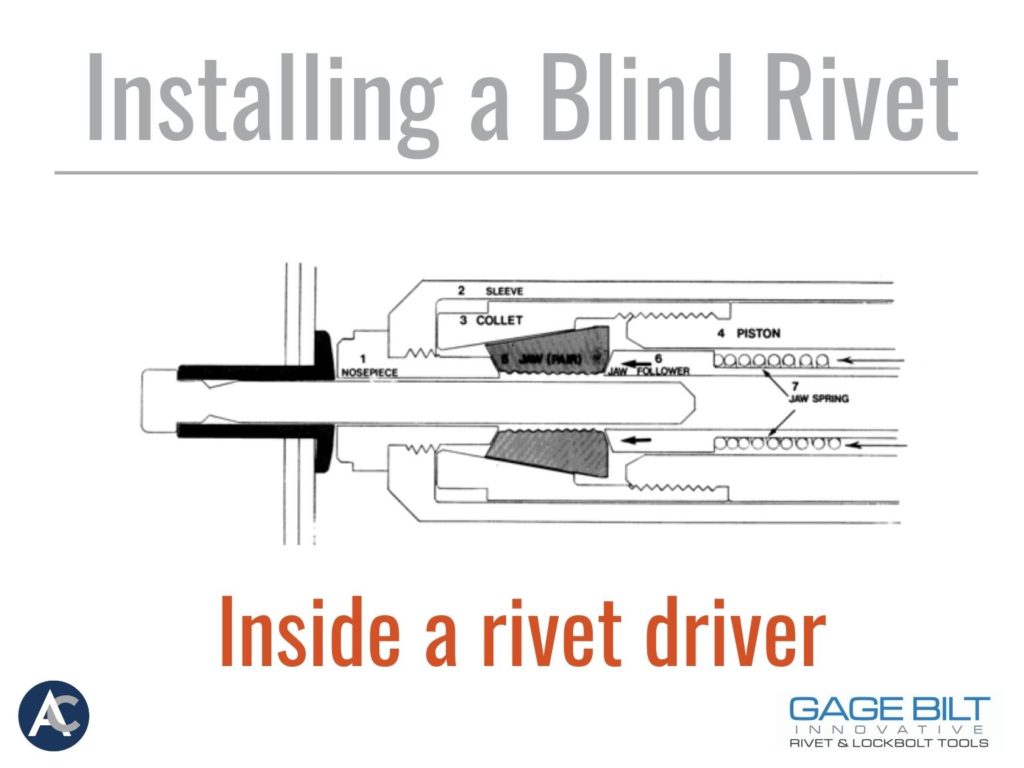
How Are Blind Rivets Installed?
Depending on the application, both pneumatic and hydraulic rivet installation tools get the job done by popping the rivet into place with compressed air. As the trigger is pulled, hydraulic pressure in the tool forces the piston and collet to begin to retract (Figure 2)
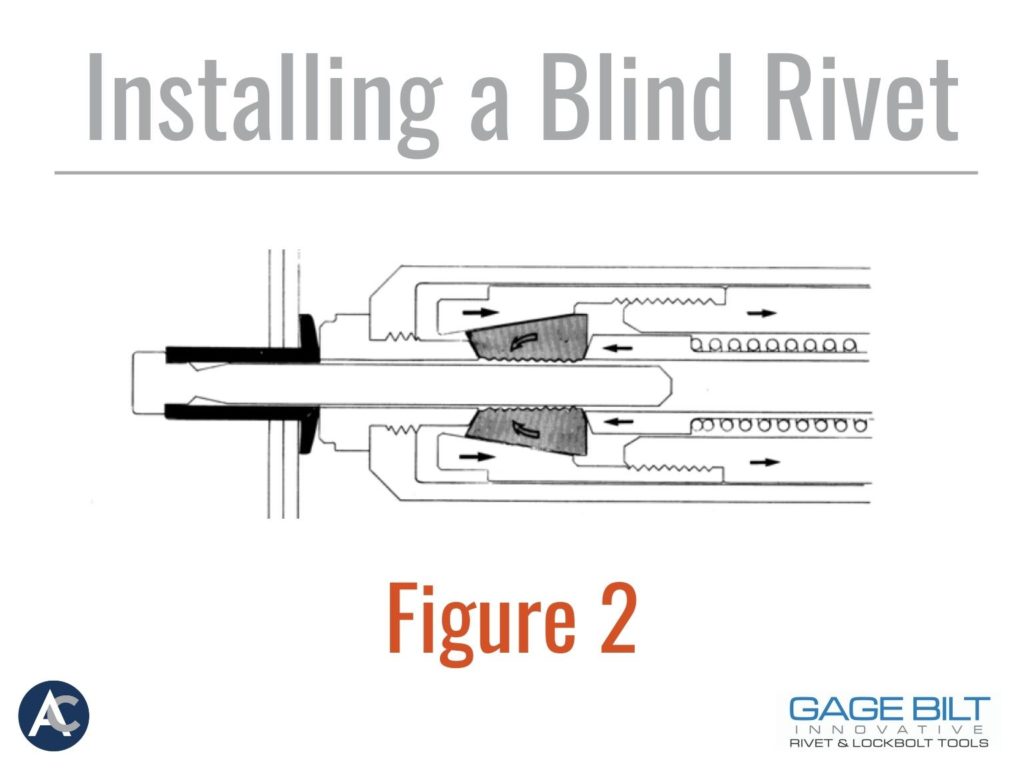
As this action first occurs, the jaws do not retract, instead they are continually forced forward by the jaw spring and follower. As the collet further retracts, the jaws are pulled back away from the nose tip. As this opposing movement occurs, the cone angle in the collet causes the jaws to close onto the rivet pintail.
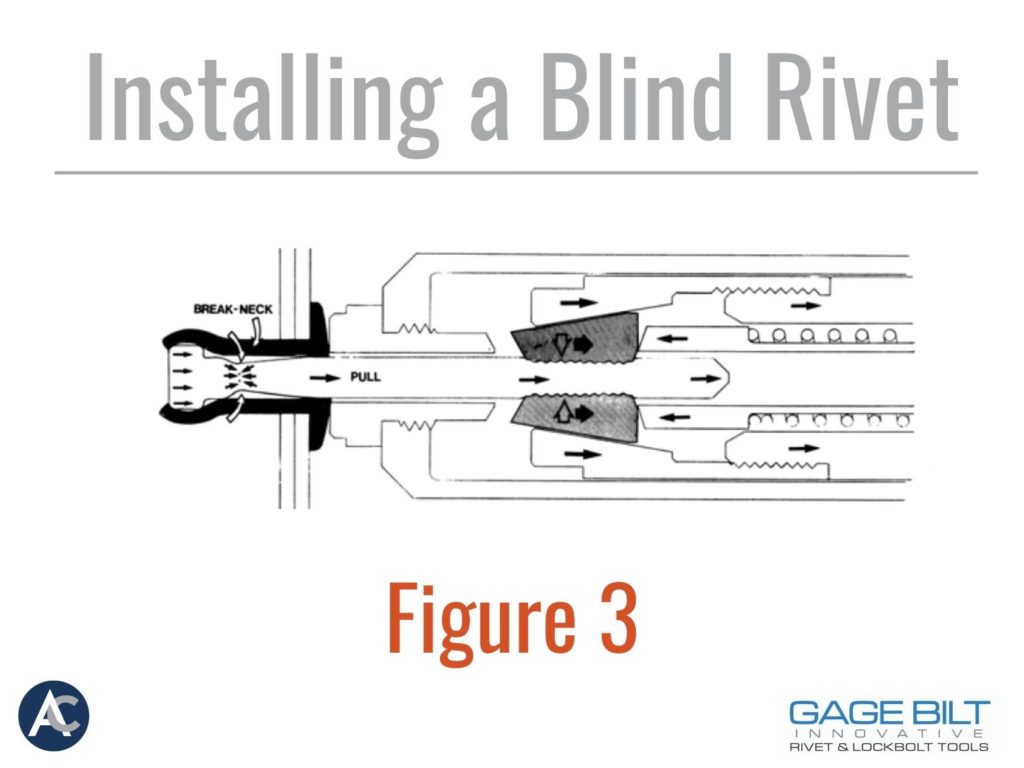
Once the jaws have a firm grip on the pintail (Figure 3), the pulling action on the pintail pulls the pintail head into the core of the rivet body causing the rivet body to expand.
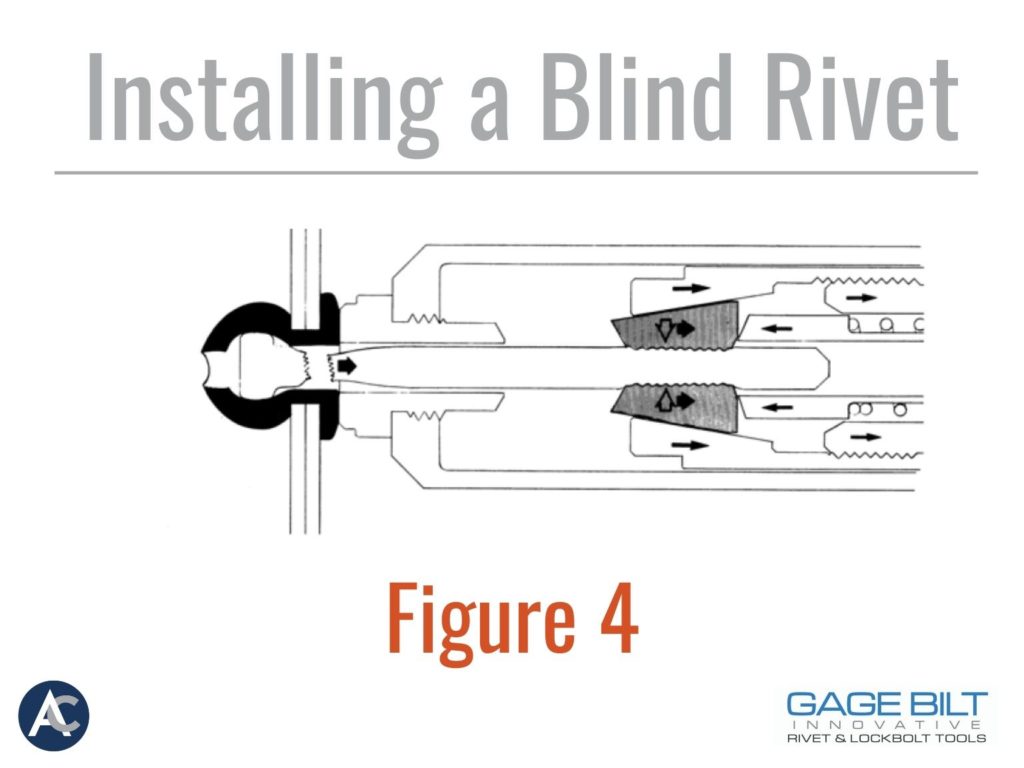
As this movement continues, the pintail head reaches a certain resistance that is greater than that of the break-neck. At this point, a strong, tight joint is formed. The pintail breaks away and the rivet is set. (Figure 4) The rounded head on the blind side of the material is the set rivet.
When the trigger is released, the piston, collet, jaws, jaw spring, and jaw follower are returned forward by air pressure to their full forward position. The jaws still grip the broken pintail until they contact the back of the nose tip. They are then forced open and release the pintail. Vacuum (if equipped) then pulls the broken pintail out of the nose assembly.
Applications for Blind Rivets
Aerospace
Electronic
Manufacturing
Railway Industry
Shipping
Automotive
Construction
Blind Rivet Installation Tools
Gage Bilt manufacturers a large variety of pneumatic and hydraulic blind rivet installation tools. As a master distributor, Advance has the stock and service to help our customers select the right tool for the job. We also stock Gage Bilt nose assemblies and other components to compliment the blind rivet tool line-up. Gage Bilt tools are a economic and ergonomic solution for installing blind rivets. Discover the “Tough Tools for Tough Jobs” at Advance. Buy online 24/7, or contact the Advance sales team for more information and application support.